

プロセス道

このプロセス道コーナーはレーザー加工を初めて行う方や勉強される方、レーザー加工を始めて日の浅い方へ向けたコンテンツです。
分かりやすく紹介することによりレーザー加工に興味を持っていただくことを目的として作られております。内容は編集で決めておりますがリクエストも受け付けております。
分かりやすく紹介することによりレーザー加工に興味を持っていただくことを目的として作られております。内容は編集で決めておりますがリクエストも受け付けております。
第4回 UV加工と熱の関係について
UVレーザーの加工はどのように考えればよいのでしょうか?
本当のところは、まだ解明されない部分が多いといったところでしょう。
今回はUV加工と熱の関係ついて注目したいと思います。
本当のところは、まだ解明されない部分が多いといったところでしょう。
今回はUV加工と熱の関係ついて注目したいと思います。
■UV加工はもっと複雑
さて前回では実際のUV加工はもっと複雑と考えられていると述べましたが今回は前回の予告通りそのあたりを紹介しようと思います。
まず加工点はどんな風になっているかを想像してみます。高いピークエネルギーが投入されると加工点では瞬間的に超高温(数千度)の状態になります。ナノ秒レーザーのアブレーション時間は材質にもよりますが数十ナノ秒と言われ熱影響が完全に消えるには30-100ナノ秒程度の時間が必要と言われます。高繰り返し周波数でレーザー光を投入し続けると室温に戻らない状態で次の光子が材料に投入されてしまい熱影響中で加工が進みます。材料自体の温度が高いと分子の振動が大きく、その状態で次のレーザーエネルギーが投入されると室温状態での加工より加工されやすくなります。また高いエネルギーはプラズマを発生させプラズマで材料を加工して進むとも考えられています。そのほかにも多光子吸収なども考えられ非常に複雑な加工プロセスをたどっていると考えられています。
さて前回では実際のUV加工はもっと複雑と考えられていると述べましたが今回は前回の予告通りそのあたりを紹介しようと思います。
まず加工点はどんな風になっているかを想像してみます。高いピークエネルギーが投入されると加工点では瞬間的に超高温(数千度)の状態になります。ナノ秒レーザーのアブレーション時間は材質にもよりますが数十ナノ秒と言われ熱影響が完全に消えるには30-100ナノ秒程度の時間が必要と言われます。高繰り返し周波数でレーザー光を投入し続けると室温に戻らない状態で次の光子が材料に投入されてしまい熱影響中で加工が進みます。材料自体の温度が高いと分子の振動が大きく、その状態で次のレーザーエネルギーが投入されると室温状態での加工より加工されやすくなります。また高いエネルギーはプラズマを発生させプラズマで材料を加工して進むとも考えられています。そのほかにも多光子吸収なども考えられ非常に複雑な加工プロセスをたどっていると考えられています。
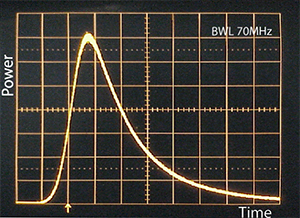
UV固体レーザーの典型的なパルス波形の測定写真
材料に対してこれら様々な要因が影響するためバンドギャップエネルギーの観点から考えると加工できないような材料も加工されてしまうと考えられています。サファイヤ等もそれにあたり、産業ではYAGの3倍波である355nmの光を使い加工していますが、物理的観点で考えるならばやはり熱加工メインのアブレーションではないかと考えられます。
■瞬間焼爆であるアブレーション
非常に複雑なプロセスだということは理解していただけたでしょうか?瞬間焼爆であるアブレーションでの加工においては超短時間でのプロセスが望ましいとされています。ただ加工現場では必ずしもそうではなく100ns以上のパルス幅で加工した方が良いとされる材料もあり研究室での実験と生産現場での加工法は幾分違いがあるようです。これは生産現場では完璧を求めるよりもコスト、スピードを考え妥協点を求めて加工法を選択する場合も有るからです。
■瞬間焼爆であるアブレーション
非常に複雑なプロセスだということは理解していただけたでしょうか?瞬間焼爆であるアブレーションでの加工においては超短時間でのプロセスが望ましいとされています。ただ加工現場では必ずしもそうではなく100ns以上のパルス幅で加工した方が良いとされる材料もあり研究室での実験と生産現場での加工法は幾分違いがあるようです。これは生産現場では完璧を求めるよりもコスト、スピードを考え妥協点を求めて加工法を選択する場合も有るからです。
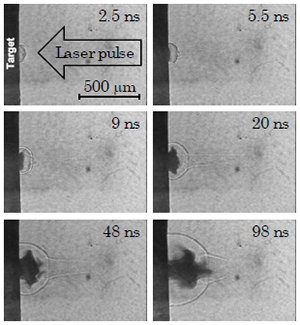
レーザー照射直後の材料表面の様子
熱影響を抑えた加工として注目されているのはフェムト秒レーザーを使った加工です。UVレーザーの場合は短波長によるエネルギーを高めて材料を加工するイメージですが、フェムト秒レーザーの場合は時間的にエネルギーを高めて材料を加工します。材料にもよりますが一般的に熱影響が伝播する前にレーザー照射を終了すると熱の影響が無いと言われ(厳密には瞬間的に熱が発生するのでゼロとは言えない)その時間は10ピコ秒以下と言われています。その辺の詳しい話はまたフェムト秒加工の時にお話ししたいと思っております。